Лазерная резка металла — одна из самых востребованных технологий на металлообрабатывающих предприятиях.
С помощью сфокусированного лазерного луча (углекислотного или волоконного) возможно быстро и точно разрезать металлические листы и другие материалы.
Преимущества лазерной резки:
- образование высокоточного разреза с ровными краями с минимальной зоной воздействия на заготовку;
- возможность сложно контурного кроя тонколистового материала;
- высокая скорость и эффективность проведения операции;
- сведение к минимуму количества отходов;
- универсальность использования;
- возможность автоматизации процесса, что повышает производительность и повторяемость результатов.
Лазерный метод находит применение в металлообработке, для изготовления деталей электронной аппаратуры, автомобилей, космических кораблей, станков, различных механизмов и строительных конструкций.
Для эффективной работы лазерного станка обычно используются технологические газы — азот, кислород и сжатый воздух. Подача газов в рабочую зону влияет на чистоту, скорость и качество выполняемых операций.
Вспомогательные газы в лазерной резке:
- Азот. Благодаря своей инертности не допускает окисления кромки, выдаёт чистый срез, особенно это важно для металлов, где необходимо сохранить антикоррозионные качества, например, это может быть нержавеющая сталь, алюминий;
- Кислород. Ускоряет резку за счет выделения тепла при окислении, что может приводить к ухудшению качества реза; преимущественно используется для резки углеродистых сталей.
- Сжатый воздух. Иногда применяется для раскроя тонколистовых материалов, но качество среза уступает азоту; метод не подходит для работы с никелевыми и хромовыми сплавами, требует сложных систем фильтрации и затрат на мощные компрессоры.
Для качественного реза необходим чистый газ. О высокой степени чистоты говорят, когда её цифра составляет свыше 99%. Система её записи состоит из NXY, где X сообщает о количестве девяток, а Y показывает последнюю значащую цифру после запятой. Например, запись N48 обозначает концентрацию 99,998%.
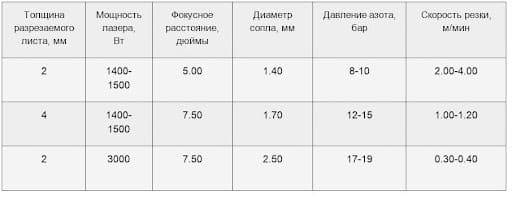
Лазерная резка с использованием азота
Газ нужен для удаления металлического расплава из рабочей зоны и предотвращения окисления. Важные факторы для получения качественного результата:
- Использование максимально возможной концентрации азота, так как даже малейшее присутствие окислителя негативно сказывается на эффективности;
- Необходимо достаточно высокое давление (до 40 бар).
Лучшее решение для получения газообразного азота ‒ использование адсорбционной азотной станции с поршневым компрессором с диапазоном сжатия от 15 до 40 бар.
При работе следует учитывать следующие нюансы. Станция выдаёт строго заданные параметры по азоту, однако при запуске лазерного станка давление падает. Исправить ситуацию можно с учётом создания буферного объёма для дожимного компрессора. Это можно сделать путём установки после агрегата азотных ресиверов или газовых баллонов высокого давления.
Основные преимущества использования азота: отсутствие теплового воздействия, предотвращение окисления кромки и образование чистого среза. Резка проходит медленнее, чем кислородом, но качество металлопродукта существенно выше: ровные края, сохранение структуры, отсутствие окалины, превосходные антикоррозионные свойства. Под азотом режут алюминий, низколегированные стали, никель, окрашенные и другие чувствительные к окислению материалы.
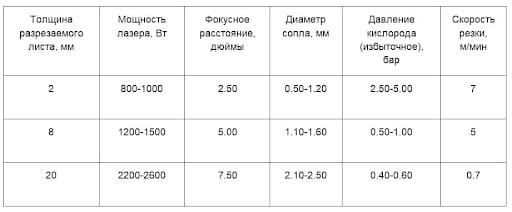
Лазерная резка с кислородом
Кислород — химически активный газ, который при лазерной резке способствует образованию оксидов железа с выделением значительного количества тепла. Благодаря этому возрастает скорость резки и расширяются возможности по обработке более толстых металлических заготовок. Чем больше толщина металла, тем ниже требуется давление подаваемого газа. Однако чрезмерное снижение давления может привести к ухудшению равномерности среза. Качество и скорость резки напрямую зависят от чистоты используемого кислорода — чем меньше в нем примесей, тем лучше результат.
Для металлов применяются определенные требования: материал должен обладать низкой теплопроводностью и плавиться при температуре ниже той, при которой происходит горение.
К достоинствам лазерной резки с кислородом относят сравнительно низкие затраты на оборудование и эксплуатацию.
Виды лазерной резки с применением кислорода:
Разделительная: создание сквозных разрезов;
- Резка копьём: формирование глубоких отверстий;
- Поверхностная: удаление верхнего слоя металла.
Получение промышленных газов
- Адсорбционные станции (для азота и кислорода) позволяют получать газы высокой чистоты только одного вида в газообразном состоянии. Для обеспечения непрерывности процесса разделения воздуха необходимо как минимум два работающих адсорбера. Для кислорода подходят синтетические цеолиты, для азота ー углеродные молекулярные сита;
- Ккриогенное разделение воздуха для получения жидкого и газообразного азота и кислорода основано на низкотемпературной ректификации. Этим методом можно получать несколько продуктов разделения высокой степени чистоты и в любом объёме;
- Пполучение азота средней чистоты при помощи мембранного разделения воздушной смеси через пористое полимерное волокно.В случае выхода из строя мембрана подлежит замене.
Адсорбционные станции успешно заменяют использование баллонного газа и поставки азота и кислорода в виде жидкости в криоёмкостях. Современные установки полностью автоматизированы: запуск производится автоматически при поступлении сигнала от датчика давления ресивера при начале отбора газа потребителем.
Заключение
Выбор оптимального технологического газа для лазерной резки зависит от специфики металла и производственных задач. Азот применяют там, где важно предотвратить окисление и получить максимально чистый, ровный рез с сохранением антикоррозионных свойств изделия. Кислород выбирают тогда, когда приоритетом становятся экономичность и повышение производительности. В последние годы предприятия всё чаще внедряют адсорбционные станции, а баллонный газ востребован преимущественно для небольших объёмов производства.
Компания «РусГазКрио» предлагает различные виды оборудования для генерации азота и кислорода: продукцию собственного производства и ведущих китайских производителей. Для расчёта стоимости установки под ваши задачи отправьте заявку на сайте — наши специалисты проконсультируют по техническим и организационным вопросам и обеспечат доставку оборудования.


