| Model | SMART КРП |
One of the key products of air separation is oxygen, which is vital for the operation of metallurgical plants.
Oxygen is used for the production of cast iron, steel, non-ferrous metals, and for their welding and cutting.
The task of automatic gas pressure regulation supplied to consumers is solved by oxygen distribution (regulation) points (hereinafter – ORP). The degree of automation should eliminate the need for permanent personnel presence in the control room.
Production and engineering company “RusGazKrio” at the end of 2021 acted as a supplier of technological equipment and control system for the oxygen point for Novolipetsk Metallurgical Plant PJSC “NLMK”.

The complexities of ORP modernization lie in the characteristics of the oxygen environment and the need for specified pressure regulation accuracy, including during sharp flow changes. Oxygen is a fire-hazardous technical gas capable of self-ignition at high flow velocities, which increases requirements for facility reliability and safety.
The ORP equipment includes the following lines:
All variants are presented in block-modular design on frames with maximum factory readiness, tested at the production site of “RusGazKrio” company.
Within the project implementation, the following tasks were solved:

The development of ORP process control system was carried out by LLC “RusGazKrio” engineers at their own production site in Krasnodar.
The main value of the prepared solution is the creation of mathematical support and implementation of special algorithms for automatic determination of operating modes depending on changes in the technological process using oxygen.

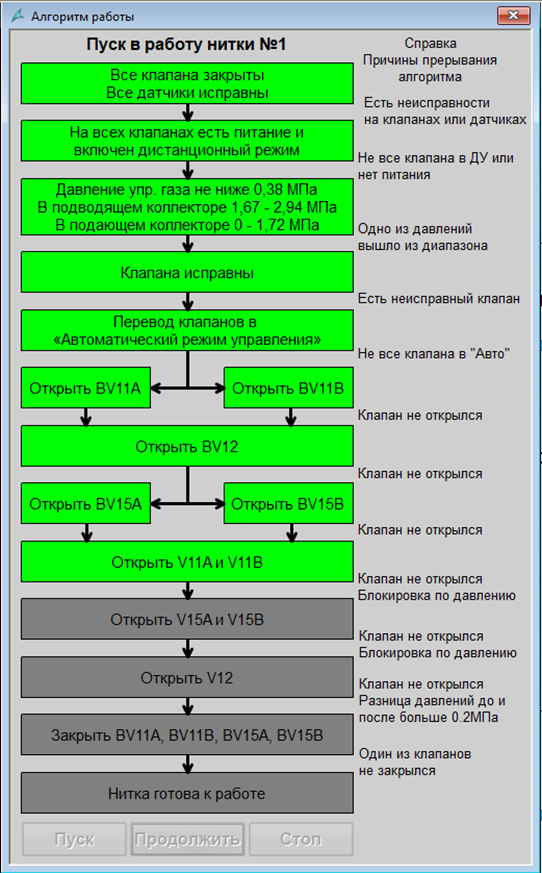
These algorithms were developed jointly with responsible services of the operating organization and take into account all variants of technological parameter deviations and actions for stabilizing the gas pressure regulation process. In addition, the ORP process control system project implements step-by-step programs for automatic startup and shutdown of lines, for each of which six control modes are proposed (main, main slave, backup, additional backup, maintenance, disabled).
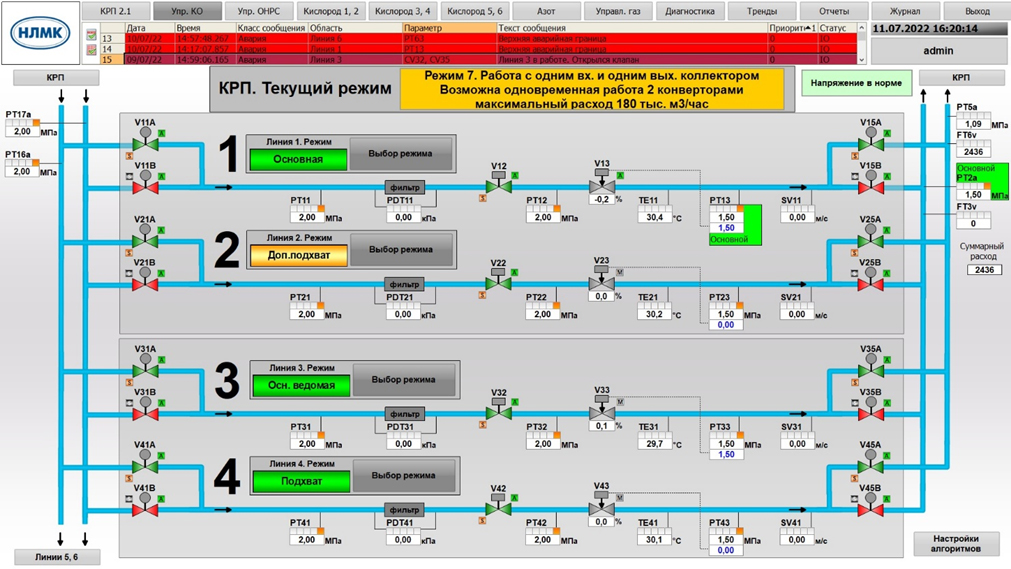
The ORP operating mode is determined automatically depending on the status of regulation lines operation.
|
Mode |
Engaged regulation lines |
Number of simultaneously operating converters |
||||
|
Quantity |
Status |
|||||
|
Main leading |
Main slave |
Backup |
Additional backup |
|||
|
first, normal |
4 |
+ |
+ |
+ |
+ |
3 |
|
second |
3 |
+ |
+ |
+ |
– |
3 |
|
third |
3 |
+ |
+ |
+ |
3 |
|
|
fourth |
2 |
+ |
+ |
3 |
||
|
fifth, with one input manifold |
4 |
+ |
+ |
+ |
+ |
2 |
|
sixth, with one output manifold |
4 |
+ |
+ |
+ |
+ |
2 |
|
seventh, (input and output manifold) |
4 |
+ |
+ |
+ |
+ |
2 |
After automatic determination of ORP operating mode, the operator is prompted to confirm or change the selected mode. Until the operator confirms the selection of new action sequence, regulation lines continue to function according to their previous status.
For synchronization of main line regulators operation, pressure feedback is taken from the leading component. For safety and reliability of their operation, pressure on supply pipelines and after regulating valves is compared. In case of unreliable pressure sensor readings from one of the lines, feedback is taken from another. Input parameters are also displayed for visualization. When the difference exceeds 0.02 MPa, the operator chooses which readings to trust and which inlet pressure sensor to operate by.
For maximum safety of ORP operation, various interlocking and protection systems are provided.
The above-described solutions and implemented algorithms providing intelligent control allow us to call the facility “SMART ORP”.
Special attention during project implementation was paid to the fully functional automated process control system (APCS) of ORP, performing the following functions: